
Cu(銅箔):をプラズマ処理する
材料表面の油膜を飛ばして親水化を行います。
プラズマ処理してみましょう
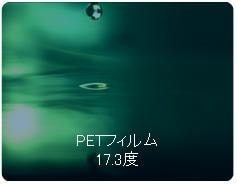
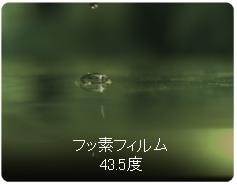
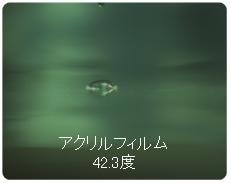
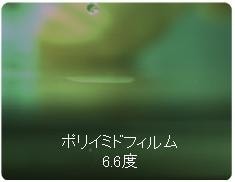
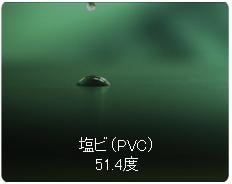
どうやって計るのかといいますと 一般的に濡れ性能を計る濡れ試薬というのが販売されていますが、 濡れ試薬では測りきれない数値になるので純水の接触角で確認します。

接触角 が大きいと言う事は 材料になじみ難い つまりは相手側の材料とも馴染まないということになり 接着に大きく作用します。これらを親水化と呼びます。 ◎◎◎◎◎◎



プラズマ処理をすると図のとおり、変化し始めます。
接触角が低い→親水化。
1回で変化するものは比較的イージーで数回処理したりパワーを上げたり、混合活性ガスを投入したりとその材料に合った処理方法を探究します。

◎mmaru ◎◎
混合ガスを活用したプラズマ処理で材種を問わず、表面処理、密着改善の受託はお任せください。
密着・洗浄・分散の改善をプラズマ処理で!

[表面改質の実績]




表面の残油、油膜、プラズマ処理で洗浄
フィルムや金属箔の表面の油膜、残油、汚れを洗浄しながら同時に改質します。
金属箔⇒特にアルミ箔は幾度の圧延工程の上、箔状態になりますので表面には圧延油と呼ばれる残油膜が存在します。その油膜は次の塗工工程などで塗り不良に至り、ウェット洗浄やアニール(焼鈍)による油膜除去が主流ですが後工程のジェット噴射や乾燥工程でも完全に除去は困難と言われています。その上、焼鈍は材料の軟化にも繋がりますので素材を限定されることもありましたが全てを解消するのがドライ洗浄のプラズマ処理です。軟化もせず、水洗もせず、乾燥工程も要らず、ドライ環境でプラズマユニットにパスするだけで完全に油膜が洗浄されます。
プラズマクリーニング
億のビームで表面をプラズマ洗浄。ロール→ロールやシート(枚葉)状態でこれまでの実績から材料や目的に応じたクリーニングガス(不活性種混合)を使用して処理することが可能です。
<実績>
アルミ箔(AL)
ニッケル箔(NI)
銅箔(CU)
ニクロム箔
PET
PI
PMMA
COP


フッ素粉体の改質(親水化)

環境に重点:地球にやさしい=プラズマ処理
環境にいい1
・接着剤からRoHS指令にある有害物質を外しつつも高い密着力を得れる
環境にいい2
・複合材からモノマテリアル化が可能に
環境にいい3
・有機溶剤を使用する必要がなくなった
環境にいい4
・密着改善で材料構成見直しが可能に
MSRプラズマ表面処理とは
ケミカルとメカニカルの両方から表面を改質


クリックすると拡大します↑
表面改質の実績
PE(ポリエチレン)
PP(ポリプロピレン)
PI(ポリイミド)
PC(ポリカーボネート)
PMMA(アクリル)
COP(シクロオレフィンポリマー)
COC(シクロオレフィンコポリマー)
FE(フッ素)
AL(アルミ箔)
CU(銅箔)
NI(ニッケル箔)
グラファイト
亜鉛箔
モリブレン箔
繊維
膜
■フッ素フィルムの実績
PTFE 4フッ化エチレン樹脂
ETFE 旭硝子が開発した丁度良い熱可塑性フッ素樹脂
各種 フッ素フィルム
PTFE=ポリテトラフルオロエチレン(4フッ化)
ETFE=テトラフルオロエチレン・エチレン共重合体
PFA=テトラフルオロエチレン・パーフルオロアルキルビニルエーテル共重合体
FEP=テトラフルオロエチレン・ヘキサフルオロプロピレン共重合体(4.6フッ化)
PVDF=ポリビニリデンフルオライド(2フッ化)


材質によりどうしても接着しにくい、または接着材と合わないなど貼り合せの要求は新機能材料が登場する毎に多くの技術者を悩ませます。それゆえ有害な接着材を作らざるをえない場合も多くありましたがこのプラズマが問題を解決して開発を加速させます。
・難接着材料の密着向上
・インクの密着向上
・表面洗浄
金属箔、フィルムを大気圧・窒素ガス・アルゴンガス・ヘリウムガス・混合ガス・低真空まで材種や方法を問わず受託加工処理が可能です。
A4サイズならいつでも無料!でサンプル致しますのでお気軽に問い合わせください。

でも、接触角より何より大事なのは材料や塗材の性質から相性を見極める実績力なんです。

密着改善

MSRプラズマの強み

洗浄

無料サンプル

素材革命

濡れ性調整

接着力アップ

有効期間



プラズマラミネート



塗工・塗布ムラ対策改善


フィルム広幅は2600mmまで密着改善
最薄3μ 最厚5mm

ガラス表面の濡れ性向上

立体物の表面密着改善

フィルム・金属箔
両面同時処理(表面洗浄と密着改善)

疎水性粒子を改質
親水化・分散性向上